Curing Quality Peanuts in Virginia
ID
442-062 (BSE-246P)
Introduction
Peanut farmers are paid for the product marketed and not the crop grown. Between the field and buying point are two very important steps, harvesting and curing. To maximize profits, a peanut farmer must preserve quality and reduce losses as much as possible through these two steps.
In Virginia, peanuts are typically harvested at moisture contents ranging from 20 to 30 percent wet basis, i.e. 20 to 30 percent of the harvested weight is moisture. Near Suffolk, Virginia, peanuts seldom dry below 20 percent in the windrow. At other locations, when weather is favorable, peanuts may dry down to 10 percent in the windrow. In damp rainy weather, peanuts may be combined at moisture contents above 30 percent; consequently, peanut dryers must be designed to handle this “worst case” condition. No matter what the moisture is at combining, peanuts must he cured to 10 percent average moisture content before they can be sold. Peanut quality is influenced, sometimes quite significantly, by curing, both “natural” curing in the windrow and “artificial” curing in a drying trailer.
Windrow Curing
When peanuts are inverted to begin windrow curing, they are typically about 50 percent moisture content. If the weather is favorable, i.e. that the temperature rises during the day to produce low relative humidity, inverted peanuts will dry from 50 percent to 30 percent in four days. Assuming continued good weather, about four additional days are required to get the moisture content down to 20 percent.
Often inverted peanuts are rewetted with rainfall. If the rainfall pattern clears away quickly and is followed by a low humidity day, the peanuts will generally cure back to their moisture content (before the rain) in one day. Because of the wide variation in weather conditions that can exist, and because of management decisions concerning peanut dryer scheduling, the best time to combine peanuts is a judgment reserved for the grower.
Several pods are needed for a reliable estimate of moisture content of peanuts on inverted vines in a windrow. Choose some pods which are directly exposed to the sun and some which are shaded by the vines. Keep in mind that any vine has peanuts with a range of maturity, and you are sampling to determine average moisture content. Immature kernels may have a moisture content of 40 percent, while mature kernels have a moisture content of 20 percent. Weather permitting, it is better to allow more time for windrow drying when the moisture content is above 30 percent. Peanuts combined at 30 percent moisture content will require about 30 percent more time and fuel to cure than peanuts combined at 25 percent moisture content. The risk of mold growth during in-trailer curing also decreases significantly if peanuts are harvested at 25 percent moisture content rather than at 30 percent. Similarly, peanuts combined at 20 percent moisture content will require less time and fuel than peanuts combined at 25 percent moisture content. Combining at less than 20 percent moisture increases the risk of producing loose shelled kernels (LSK’s).
To decrease the risk of mold growth, trailers should be put on the dryer as soon as possible after they are filled. The warm temperature and high humidity of air in the void space between freshly harvested peanuts is very favorable for mold growth. The sooner the peanuts are ventilated and the humidity of the void space reduced, the less chance there is for mold to develop.
In-Trailer Curing
Relative humidity, airflow rate, and temperature rise all influence the rate of moisture removal from peanuts. Transfer of moisture in a peanut pod is very complex. Moisture evaporates readily from the hull and it dries quickly. Next, moisture moves from the membrane surrounding the kernel into the hull, and then migrates to the surface and is removed. Shrinkage of this membrane opens a space between the kernel and hull, and moisture that leaves the kernel must diffuse through this gap before it can migrate through the hull. Moisture removal from the kernel is the main reason that peanut curing proceeds at a controlled rate. In general, the limiting factor is not the ability of the air to absorb moisture from the surface of the peanut hull, but rather the movement of moisture within the pod.
Because peanuts are a directly consumed food, flavor is important. The role of moisture removal from peanuts cannot be accelerated beyond a certain level without affecting flavor. It is well known that exposing peanuts to temperatures above 95°F affects the flavor and other quality factors as well. (Germination of seed peanuts will be reduced if the drying temperature is greater than 80°F.). Moisture removal from peanuts cannot be accelerated by increasing the drying air temperature above 95°F without degrading quality.
A thermostat in the dryer plenum is used to limit the maximum temperature. Calibration of this thermostat should be checked each season by setting the thermostat on 95°F and operating the fan and burner on a day when the outside air temperature is between 80 and 90°F. (Testing on a high temperature day uses the minimum LP gas to conduct the test.) Temperature in the plenum can be checked with a thermometer to see if it agrees with the thermostat setting. If there is disagreement, the set point of the thermostat should be adjusted, or the thermostat replaced.
Heat Control
A typical peanut dryer has an LP-gas burner mounted downstream from the fan. This burner is cycled on and off as required to raise the temperature (lower the relative humidity) of the air being delivered into the plenum. A widely- used commercial practice is to set the dryer control for a fixed temperature rise of 15°F with 95°F maximum. Peanuts are cured, i.e. moisture is removed at a certain rate over an interval of time to allow chemical changes to take place in the kernel as it dries. The objective is not to simply remove moisture from the kernel as quickly as possible. Proper in-trailer curing is of critical importance, particularly in the Virginia-Carolina producing region.
Rules for Peanut Curing in Virginia:
Rule 1. Maximum temperature of drying air 95°F.
Rule 2. Temperature rise applied by burner limited to 15°F or Rule 2 (Optional) . Use a humidistat to apply a 15°F temperature rise only when air entering the fan has a relative humidity above 70 percent. At all other times, ambient air drying is done (no heat is added).
Temperature Rise Control
Because in-trailer drying conditions, temperature and humidity, are critical in the Virginia-Carolina region, it is essential for Virginia growers to have accurate controls on their dryers. Virginia growers should have a control that limits temperature rise to 15°F. This limit prevents the humidity from dropping too low, thus drying peanuts in the bottom of the trailer too fast during the first 24 hours of the cure. Later in the cure the 15°F temperature rise limit prevents overdrying peanuts in the bottom of the trailer. If the temperature rise is greater than 15°F. there will be an increase in the number of split kernels and skin slippage during shelling.
To control the temperature rise, the LP-gas flow rate must be controlled by adjusting the gas pressure at the burner. Most burners have a chart that lists the heat output at various gas pressures. The heat output needed from the burner depends upon the total airflow and the desired temperature rise. Heat output can be approximated by the following calculation:
Heat output (Btu/hr) = Total airflow (cfm) x Temperature rise (°F)
An accurate knowledge of total airflow is essential for calculating the required heat output. If an airflow greater than the actual airflow is used in the calculation, the actual temperature rise will be greater than anticipated and skin slippage and the number of split kernels when shelled will increase.
As an example of how to set the gas pressure, consider the case of a 4-trailer dryer. Each trailer requires 5,670 cfm, so the total delivered by the fan is,
For a 15°F temperature rise, Heat output = 22,680 x 15 = 340,000 Btu/h.
Consult the chart supplied with your burner to determine what gas pressure gives 340,000 Btu/h output, and adjust the pressure regulating valve to obtain this pressure.
A solar collector built in the roof of the drying shed may be used as an alternate daytime heat source to reduce fuel costs. The main drawback of using a solar collector is that it adds heat during daytime periods when relative humidity is lowest, and less temperature rise is needed. An LP-gas burner must still be used to heat the air during the night and on cloudy days. The solar collector should be sized such that the maximum temperature rise is 15° or less, the condition needed to avoid reducing peanut quality. Air should not be pulled through the collector at night, because the collector surface will be cooler than the outside air and it will cool the air used for curing.
If a solar collector is used, it should have a separate fan to draw air through the collector and introduce this air to the inlet of the drying fan. When this is done, the drying fan will mix the solar-heated air with the remainder of the drying air. If the drying fan is used to pull air through the collector, the airflow rate through the trailer or bins can be reduced by as much as 20 percent. Thus, a system with an airflow rate of 10 cfm per cubic foot of peanuts without a solar collector would have an airflow rate of only 8 cfm per cubic foot with a solar collector.
Humidistat Control
Dryers can be purchased with humidistats in the control circuit. The humidistat functions as a switch which closes and allows the burner to operate when the humidity is above the set point. These controls work well as long as the humidistat stays in calibration. Vibration and dust accumulation can cause a humidistat to quickly go out of calibration. A humidistat in the outdoor air will be more likely to stay in calibration than one in the dryer plenum, and will cycle the burner on and off less frequently.
Humidistats originally supplied with peanut dryers worked as follows. The probe (or sensor) was mounted inside the plenum. A dial on an external box was used to set the desired humidity above which the switch contacts would close and allow the burner to activate. For example, if the set point were 60 percent relative humidity, and humidity in the plenum climbed above 60 percent, the switch contacts closed and the burner operated. The humidistats generally had a 5 percent operating band, meaning that the plenum humidity had to fall to 55 percent before the contacts would open and turn off the burner. This 5 percent band prevented the burner from cycling on and off for short intervals.
Calibration of a humidistat can be easily checked if a reliable measure of relative humidity is available. Set the humidistat dial to its maximum setting, and place the reference relative humidity sensor beside the humidistat probe. Allow several minutes for the two to equilibrate, then carefully turn down the set point adjustment on the humidistat and observe when the switch contacts close. You probably will hear a “click”; if not, connect an ohmmeter across the contacts and observe when the circuit is complete (contacts close). The reading on the humidistat dial should equal the reference relative humidity. If it does not agree, adjust the humidistat set point until it agrees with the reference.
In the future, if there is sufficient interest in the humidistat control strategy, a program could be implemented whereby each County Extension Office will maintain a calibrated relative humidity reference so that growers can bring their humidistats in for recalibration before each season. Without such a recalibration program, it is unlikely that the humidity control strategy can be effectively implemented in commercial practice.
Temperature rise control is based solely on temperature, but humidistat control adjusts drying conditions based on relative humidity as well. A humidistat may be placed in the dryer plenum or in the out door air. Experimental studies have been done where a 15°F temperature rise was applied only if outside relative humidity was greater than 70 percent, or if plenum relative humidity was greater than 60 percent. For relative humidities less than these set points, natural drying was done, meaning that no heat was added. This humidistat control strategy was compared to the temperature rise control strategy using four years of weather data. The dryer was assumed to provide an airflow equal to 10 cfm per ft3 of peanut volume. On average, the humidistat strategy extended curing time, but reduced fuel consumption by 10 percent. Curing time was extended by eight hours, which is 17 percent more than the curing time required using the temperature rise control strategy. Using a humidistat will reduce energy consumption, but, in general, a grower must be willing to accept some increase in curing time.
If a grower has a humidistat that is maintained in calibration, the following heat control procedure is recommended:
1. Mount the humidistat probe under the drying shed (out of direct sunlight) as close to the fan inlet as practical.
2. Set the dial on 70 percent relative humidity.
3. Adjust the gas pressure to provide a 15°F temperature rise when the humidistat contacts are closed and the burner is operating.
The above control strategy will allow up to a 15° temperature rise to the incoming air whenever the relative humidity is greater than 70 percent. For relative humidities below 70 percent, no heat is added.
Termination of Cure
Peanuts should be cured until the average moisture content in the trailer is 10 percent or less. To determine when to stop curing a trailer of peanuts, the best method is to collect a sample of peanuts from the top of the trailer and test the moisture content with a moisture meter. Collect the sample from several spots across the top surface including some from the center of the trailer where the peanuts will cure the slowest. Shell by hand or with a small commercial-built sheller; then test the moisture content with the meter. Peanuts at the top of the trailer will be the last to cure; thus, trailer-curing can be stopped before the top peanuts reach 10 percent moisture content. The acceptable top layer moisture content which will yield 10 percent average moisture content in the bin or trailer depends upon several factors such as airflow rate, peanut variety, weather conditions, and sampling pattern. Experience is necessary to determine this relationship, and growers are encouraged to maintain records on their own dryers.
Avoid curing peanuts below 10 percent average moisture content. Further curing will increase cost and increase percent splits and skin slippage. Curing time and fuel use increase by about 10 percent when peanuts are cured to 9 percent average moisture content, and by about 50 percent when cured to 7 percent average moisture content. The percent splits in the grade sample become larger as the peanuts are cured below 10 percent, and the selling price may be discounted for excessive splits.
Airflow
The Virginia-Carolina peanut producing region has many multi-trailer dryers. Typically, these dryers consist of a fan and LP gas burner attached to the end of a dryer plenum (6 ft diameter horizontal steel cylinder or owner built plywood tunnel) with two to four trailer ports opening along each side of the plenum. Either a single or two parallel mounted fans are used on each dryer. These fans are propeller-type or vaneaxial, range from 36 to 44 in. in diameter, have three to nine blades, and are directly driven by 5 to 20 Hp electric motors.
Many multi-trailer dryers are old, and there is concern about their performance. A testing program was initiated whereby 71 dryers were tested in place on growers’ farms. Of the 4- trailer dryers tested, eight of 14, or 57 percent, had balanced airflows below the minimum recommended value of 10 cfm/ft3. (Balanced airflow is defined as the total flow out all the ports divided by the number of ports.) All but three of the 35 6 trailer dryers tested, or 91 percent, had balanced airflows below the minimum recommended value. Of the 13 8- trailer dryers tested, only six, or 46 percent, had a balanced airflow less than recommended. The 71 dryers tested had 397 ports where a trailer of peanuts could be dried, and 75 percent of these ports had less than the recommended airflow rate. Assuming that a standard 14-ft trailer filled to an average depth of 5 ft was connected to these ports, the measured airflow ranged from 4.8 to 14.8 cfm/ft3 of peanuts.
Influence of Airflow on Curing Time
All dryer operators, either commercial operators or individual farmers, want to maximize the seasonal capacity of their dryers, i.e. they want to cure as many trailers as possible at each dryer port during the season. The peanut harvest season in Virginia is short, not more than four to six weeks, and most individual farmers plan to cure at least five trailers at each dryer port. There is a tendency to believe that curing time can be reduced by increasing the airflow rate.
In the late 1950s work on forced-air curing resulted in a recommended minimum peanut airflow rate of 10 cfm/ft3 of peanut volume in the bin or trailer. At that time, the recommended depth for drying peanuts was four feet. Trailers filled to an average depth of five feet are currently being connected to dryers originally designed to dry peanuts at a maximum depth of four feet; consequently, the airflow is less than the 10 cfm/ft3 needed for good control of the cure.
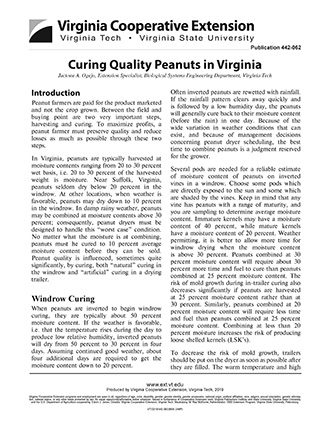
A computer simulation was done to investigate the consequence of less than recommended airflow. Curing time was calculated for peanuts cured with airflows ranging from 5 to 15 cfm/ft3. A cure was started each day from September 25 to October 28 for a total of 34 simulated cures per year. Actual weather data, measured with the Agroenvironmental Monitoring System (AEMS) at the Tidewater Agricultural Experiment Station, were used. Drying air temperature was maintained at 15°F above the recorded outdoor temperature, but limited to a maximum of 95°F. The study was run for four years giving a total of 136 simulations, and the results are presented in Figure 1.
Curing time (averaged across the weather conditions for four seasons) decreased from 62 to 43 h as airflow rate increased from 5 to 15 cfm/ft3. Curing time decreased from 62 to 47 h as airflow increased from 5 to 10 cfm/ft3, but then decreased only four more hours as airflow was increased from 10 to 15 cfm/ft3. Increasing the airflow beyond the 10 cfm/ft3 recommended rate gave an insignificant reduction in curing time. At the lower airflow rates (5 to 7 cfm/ft3), the air picks up all the moisture it can absorb before it exits the top of the trailer. The drying rate is limited both by characteristics of the air and by internal moisture migration within the peanut pod. At higher airflow rates only the internal moisture migration limits drying. Once airflow has been increased to the point where the air saturation factor is eliminated, increased airflow yields very little benefit.
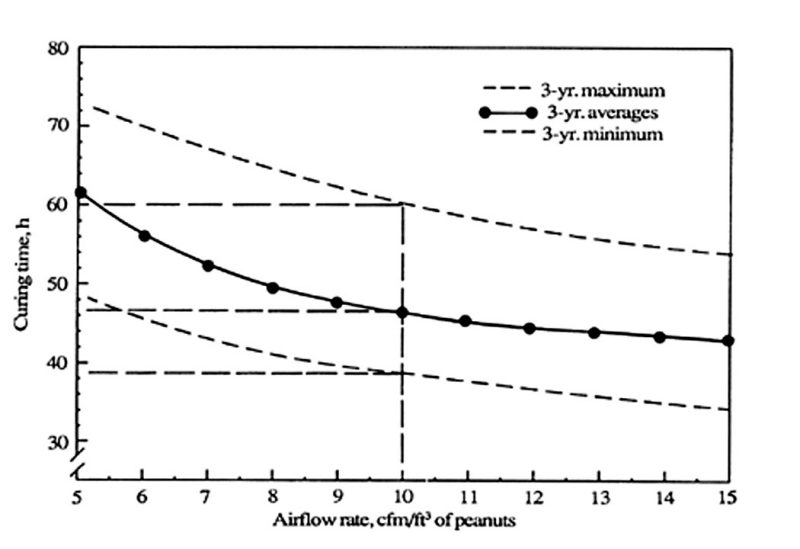
Influence of Airflow on Electrical Energy Cost
Curing peanuts with an airflow rate of 15 cfm/ft3 requires 2.7 times more electrical energy than is required with 10 cfm/ft3, as shown in Figure 2. A lot more pressure is required to push 15 cfm/ft3 through a trailer of peanuts as compared to 10 cfm/ft3. The higher rate of electrical energy consumption to drive a fan designed to operate against the higher pressure is not offset by a corresponding reduction in curing time.
Influence of Airflow on LP Gas Consumption
Fuel consumption increases as airflow increases. Over an average season it requires 36 gal LP gas per trailer to cure peanuts with 5 cfm/ft3, and 73 gal at 15 cfm/ft3. The recommended airflow rate, 10 cfm/ft3, requires 52 gal LP gas per trailer. During each operating hour, the burner in a 15 cfm/ft3 dryer must heat 50 percent more air than the burner in a 10 cfm/ft3 dryer. Suppose a cure requires the same operating time for both dryers. We would expect the 15 cfm/ft3 dryer to consume 1.5 x 52 = 78 gal LP gas per trailer. The difference between 78 gal and 73 gal, the actual consumption, is due to a 4 h reduction in curing time (operating time) achieved with the higher airflow. Reduction in curing time is not nearly enough to offset the extra fuel burned each hour of cure; consequently, more fuel is required to cure a trailer with the higher airflow. Since the reduction in curing time is only 4 h, the additional fuel cost required for the higher airflow is not justified.
Influence of Airflow on Quality Factors
Research has shown that overdrying peanuts increases the number of split kernels when the peanuts are shelled.
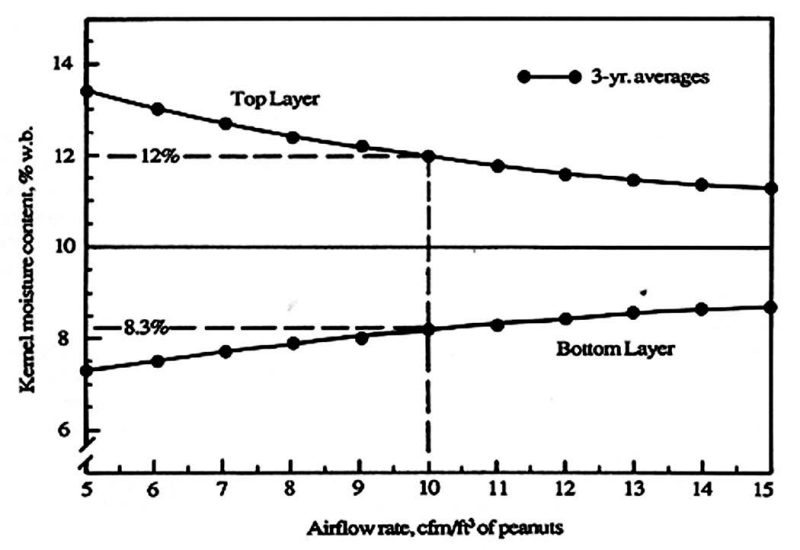
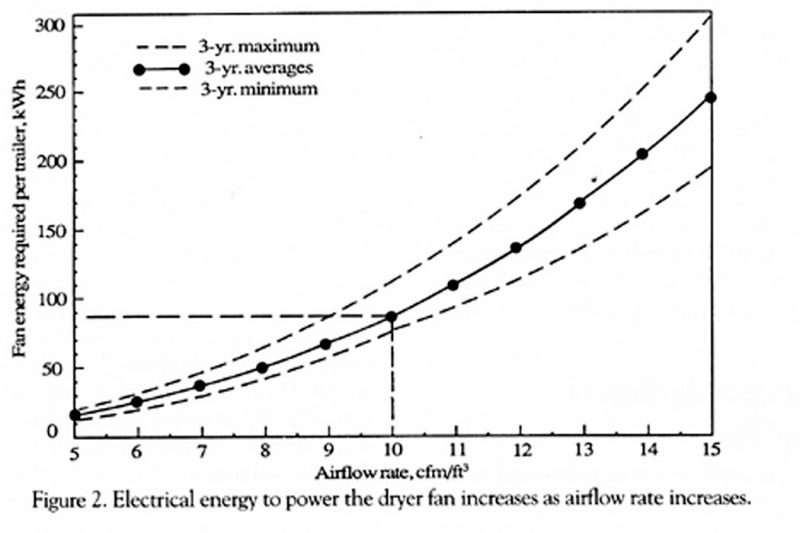
One of the consequences of the longer curing time associated with low airflow is overdrying of the bottom layer. This point is illustrated in Figure 3. If the dryer provides only 5 cfm/ft3, the bottom layer will dry to 7 percent before the average moisture content reaches 10 percent. The top layer will be at 13.5 percent. When 10 cfm/ft3 is used, the bottom layer will be 8 percent and the top layer at 12 percent when the average moisture content is 10 percent. Increasing the airflow to 15 cfm/ft3 gives a bottom layer moisture content of 8.5 percent, and a top layer moisture content of 11.5 percent. Originally, a 4 ft depth for peanut curing was established in conjunction with the 10 cfm/ft3 recommended airflow rate. An airflow of 11 cfm/ft3 was recommended for a 5 ft depth. Increased airflow for the 5 ft depth was recommended to minimize problems associated with overdrying the bottom layer. Experience over the past 10 years has shown that the difference between bottom and top layer moisture contents is satisfactory when curing a 5 ft depth of peanuts with an airflow of 10 cfm/ft3; therefore, the current recommendation for a 5 ft curing depth is 10 cfm/ft3.
Influence of Weather on Airflow Recommendation
When considering Figure 1, it is clear that airflow rates above 10 cfm/ft3 are not beneficial in peanut curing, and the energy results show that the higher airflow rates lead to higher operating Costs. In fact, it may be a tendency to believe that the lower airflow rates (5 to 8 cfm/ft3) are desirable. An operator might be willing to accept an extension of the curing time in order to reduce energy costs, and take the chance that overdrying the bottom layer will not lower the value because of existing grading procedures at the buying point. Suppose a dryer is loaded at the end of a harvest day. With 10 cfm/ft3 of airflow the trailers will, on average, cure in 47 h and then will sit through the night to be towed to the buying station the next morning. If the airflow were only 5 cfm/ft3 then the trailers would need to dry an additional 15 hours (through the night), but they would still be ready to be towed to the buying station the next morning. The disadvantage of this reasoning is the influence of adverse drying weather.
In the four-year simulation study using actual weather data collected at the Tidewater Agricultural Experiment Station, the longest curing time with 5 cfm/ft3 airflow was 73 h and the shortest curing time was 49 h. As previously stated, the average for the 136 cures (34 cures each year for the four years simulated) was 62 h. When weather conditions are not conducive to good drying, it takes 73 h to cure a trailer of peanuts, and quality will be adversely affected. Conditions in the top layer are ideal for mold growth, and mold can be expected.
The longest curing time using 10 cfm/ft3 was 60 h and the minimum was 39 h. As shown in Figure 1, the average curing time was 47 h. Based on these results, an operator who wants to reload a dryer on the third day (finish drying in 60 hr or less) will be able to do so even when drying conditions are poor. This management advantage is further evidence that 10 cfm/ft3 is an optimum compromise for Virginia conditions.
With a 10 cfm/ft3 airflow rate, initial moisture content of 25 percent, and good drying weather (low humidity ambient air), the top layer begins to dry two hours after the start of the cure. If the airflow rate is only 5 cfm/ft3, then the top layer does not start drying until six hours after the start of the cure. With 15 cfm/ft3 the top layer begins to dry almost immediately. The higher the ambient humidity, the longer the interval before the top layer begins to dry. Peanut dryers used in Virginia must be designed to provide sufficient airflow for the high ambient humidity often encountered in our region.
Another variable that relates to mold growth is harvest moisture content. In wet weather, it may be impossible to dry peanuts below 30 percent moisture content in the windrow. To attempt to cure high moisture peanuts with low airflow (5 to 8 cfm/ft3) will often result in mold growth on the top layer, particularly if relative humidity is high and the drying potential of the air is diminished. Having adequate airflow in a peanut dryer provides insurance that satisfactory peanut quality can be obtained even when weather conditions are poor. Operators who use less airflow can be successful in most years, but should understand that they are exposed to a higher risk and may get into difficulty when weather conditions are poor.
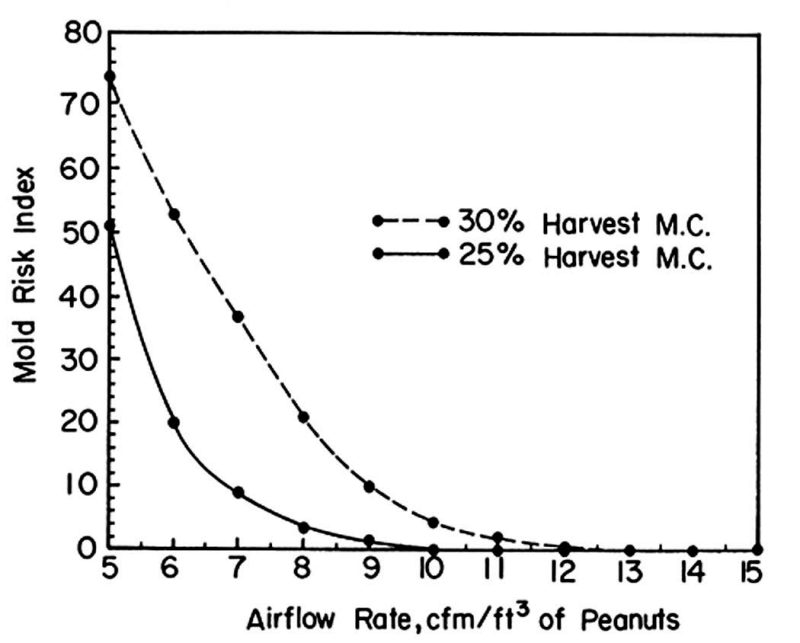
Based on experimental results, an index has been developed to indicate the risk of mold growth on the top layer of peanuts in a drying trailer. Many factors contribute to the conditions which produce mold growth, and the interaction of these factors is not completely understood at this time. Sometimes conditions known to produce mold growth are present, but a mold problem does not develop. The mold risk index is based on the potential for a mold problem to develop; consequently, a high index does not mean that mold will be present and a low index does not mean mold will be absent. The mold risk index is presented to provide a grower with a means of assessing the risk associated with low airflow.
The mold risk index is plotted in Figure 4 for peanuts dried with beginning moisture contents of 25 and 30 percent. It is more meaningful to concentrate on the 30 percent moisture content curve in Figure 4, since there will be some instances when peanuts cannot be dried below 30 percent in the windrow. As shown, the risk of mold growth decreases to below an index of 5 with an airflow of 10 cfm/ft3, even when the beginning moisture content is 30 percent. In contrast, an airflow of 8 cfm/ft3 gives an index of 20, indicating a four times greater risk of mold growth. For those years when drying conditions are good, and peanuts can be harvested at 25 percent moisture content or below, an airflow of 8 cfm/ft3 will give an index below 5, which is acceptable.
Having the recommended airflow rate cfm/ft3, minimizes risks in peanut curing much like having an irrigation system minimizes the risk of a production failure during a dry year. Most years you may operate successfully with 8 cfm/ft3, but when an adverse year comes along, it is good insurance to have the 10 cfm/ft3 airflow available. Once the drying season starts, it is too late to upgrade.
In an average drying year, the energy Cost (LP-gas and electricity) to dry peanuts with 10 cfm/ft3 is 17 percent greater than drying with 8 cfm/ft3. The 10 cfm/ft3 airflow rate provides insurance that an acceptable drying rate can be maintained even for poor drying conditions. Balancing the additional energy cost against this insurance is a management decision which the individual grower must make.
Balancing Airflow
Procedures have been developed to measure airflow exiting the ports on peanut dryers. As previously mentioned, 71 dryers ranging in size from 2-trailer to 8-trailer were tested in place on growers’ farms to obtain the data for this bulletin. Calibrated wire-mesh screens having a resistance to airflow approximately equal to a 14 ft trailer filled to a depth of 5 ft were attached to each port and the measured pressure drop across the screens was used to compute airflow (Figure 5). The 4-trailer dryer with the greatest airflow deviation had port airflows ranging from 25 percent below to 21 percent above the balanced airflow. (Balanced airflow is defined as the total airflow divided by the number of ports.) In one 6-trailer dryer without a baffle, the airflow ranged from -38 percent to the + 16 percent with a balanced flow of 8.5 cfm/ft3. Facing the fan, the first port on the right (Port 6) had a flow of 5.3 cfm/ft3. If a peanut trailer with average leakage from the trailer plenum is attached to this port, the flow through the peanuts is 4.7 cfm/ft3, or less than half the recommended rate. As previously explained, when there is less than ideal drying weather, it is probable that airflow this low will result in mold growth in the top of the trailer attached to Port 6. With a baffle it is possible to balance the airflow in this dryer such that the average airflow is 8.5 cfm/ft3, which is at the bottom end of the range of airflows known to give satisfactory results.

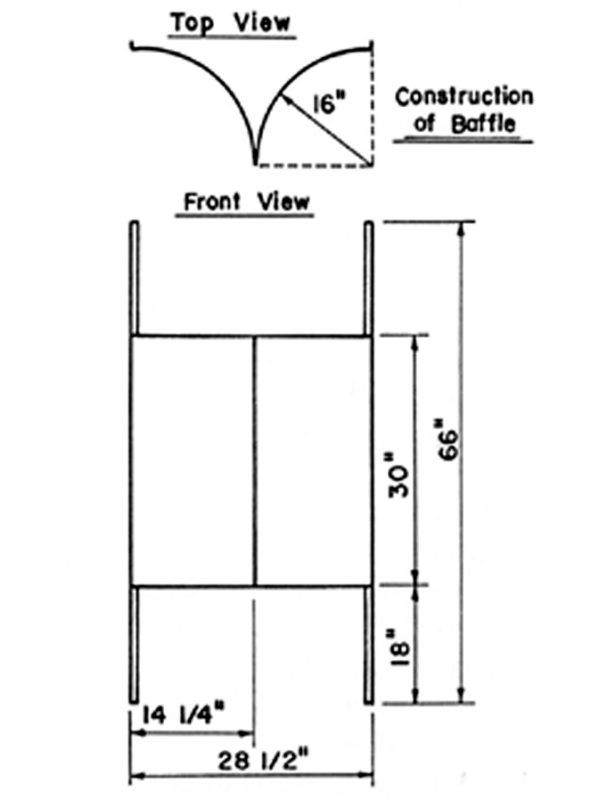
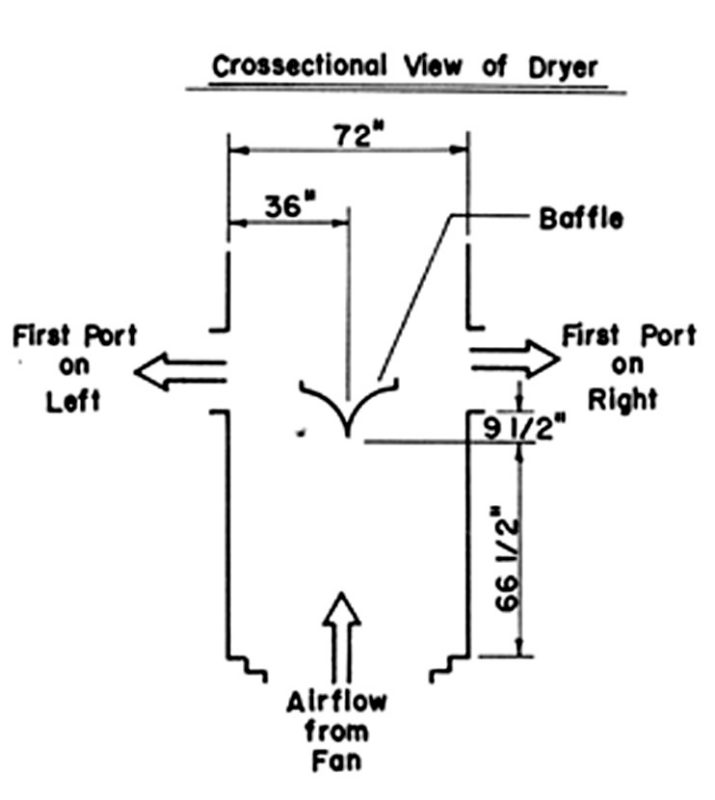
The recommended design for a baffle is shown in Figure 6a. Basically the baffle is simply two pieces of sheet metal pop riveted to angle iron supports and installed in the position shown in Figure 6b.
Energy savings from the installation of a baffle can be substantial. Assuming the dryer is loaded five times per season, fuel and electricity savings, based on three years of weather data, are given in Table 1. Assuming typical costs for LP-gas and electricity ($0.85/gal, $0.08/kWh), the annual savings are $24.51 for a 4-trailer dryer, $43.80 for a 6-trailer, and $67.46 for an 8-trailer. Material cost for installing a baffle should be around $25; consequently, if on- farm labor is used, the installation cost can be recovered in one year, even for a 4-trailer dryer.
| No. of Trailers | Fuel Savings (gal LP gas) | Electricity Savings (kWh) |
|---|---|---|
| 4 | 24 | 42 |
| 6 | 43 | 76 |
| 8 | 68 | 112 |
Consequences of Leakage Losses
Air leakage cannot be totally eliminated from commercial peanut dryers. Typical air leakages from a drying trailer are 100,300, and 700 cfm per trailer for good, average, and poor maintenance conditions, respectively. For a typical 14 ft trailer filled to a depth of 5 ft and receiving the recommended airflow of 10 cfm/ft3, these leakages represent 13 percent of the air delivered to a trailer in poor condition, 6 percent for a trailer in average condition, and 2 percent for a trailer in good condition.
Cost of trailer leakage is calculated as follows. The trailer with good maintenance was used as a baseline, as it is not practical to reduce leakage below 100 cfm per trailer. The “cost” of leakage from an average trailer is based on a leakage of 300 100 = 200 cfm. In similar manner, the cost of leakage from a poor trailer was based on a leakage of 700 100 = 600 cfm. Ambient temperature was obtained from weather records. It was assumed that a cure was started each day for 34 days (9/25 to 10/28) and continued until the peanuts had dried to 10 percent moisture content. Energy required (LP gas + electricity) was calculated for each of the 34 cures, and the computations were repeated using four years of weather data. Extra fuel and electrical energy consumed by using average and poor maintenance trailers instead of good trailers are given in Table 2.
| Trailer Condition | Extra Fuel (gal. LP gas) | Extra Electrical (kWh) | Needed Airflow (cfm/ft3*) |
|---|---|---|---|
| Average | 1.9 | 14 | 10.6 |
| Poor | 5.6 | 52 | 11.6 |
*Airflow which must be delivered to the port in order to insure that 10cfm/ft3 is passed through the peanuts.
The data in Table 2 is the average additional energy per trailer resulting from leakage, computed for 136 cures (34 cures each year for four years). If the price of LP gas is $0.85/gal and electricity is $0.08/ kWh, then the cost per cure for operating with less than “good condition” trailers is as follows:
Average: 1.9 gal LP x $0.85/gal + 14 kWh x $0.85/ kWh = $2.84/cure
Poor: 5.6 gal LP x $0.85/gal + 52 kWh x $0.8/kWh = $8.92/cure
If each trailer is used five times per season, then the annual cost for the average trailers is $14.20, and for the poor trailers it is $44.60. As energy prices increase, growers can use the above procedure to judge how much they can afford to invest to repair their trailers. Generally, the cost of repairs of this type should be recovered with operating cost savings in about three years.
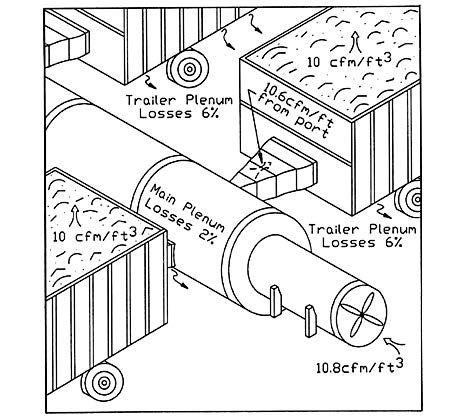
Total leakage from an average plenum and average trailer is shown in Figure 7. These leakage values presume that the canvas connecting the trailer to the plenum is well maintained. It should be obvious to any good manager that a torn canvas must be replaced. It makes no business sense to purchase fuel to heat the drying air only to waste this heated air before it gets to the trailer. When calculating the required air delivery by the fan, it is important to allow for air leakage. As shown in Figure 7, the fan must deliver 10.8 cfm/ft3 in order to achieve an airflow of 10 cfm/ft3 through the pea nuts. Approximately 2 percent will be lost from the plenum and an additional 6 percent from the trailer for a total loss of 8 percent. This level of leakage can be achieved with average maintenance, and represents an average energy cost of $28 per season, assuming five trailers are cured at each plenum port.
Fan Selection
Purchasing New Equipment
There are many fan designs that may be suitable for a peanut dryer. Number of blades, blade shape, housing diameter, and the placement of flow straighteners in the fan housing all affect the quantity of air delivered. Also, the design of the burner ring affects air delivery. For this reason, no specific specification can be given here. It is impossible to state, for example, that a 4-blade, 36 in. diameter fan will deliver 10 cfm/ft3 to each port on a 4-trailer dryer.
The amount of air a fan delivers depends upon the static pressure it operates against. Airflow ductwork, such as the dryer plenum, trailer connection canvas, and trailer plenum entrance, contribute to the static pressure as does the bed of peanuts. With an airflow of 10 cfm/ft3, the static pressure for a 5 ft depth of peanuts is approximately 0.5 in. of water column (0.5 in. w.c.). Static pressure loss for typical dryer ductwork ranges from 0.25 to 0.5 in. w.c.. The total static pressure against which the fan must operate is the sum of these values, or approximately 1 in. w.c. for an airflow of 10 cfm/ft3. Static pressure for an airflow of 15 cfm/ft3 would be approximately 2 in. w.c., and that for an airflow of 5 cfm/ft3 would be less than 0.5 in w.c..
When purchasing a new dryer, ask to see the fan performance data. These data are generally supplied in tabular form as shown in Table 3.
| Pressure (in. W.C.) | Airflow (cfm) |
|---|---|
| 0.50 | 25,500 |
| 0.75 | 24,500 |
| 1.00 | 23,350 |
| 1.50 | 21,000 |
| 2.00 | 18,300 |
Suppose the data in Table 3 are for a fan to be mounted on a 4-trailer dryer, and the trailers to be connected to the dryer are 14 ft trailers filled to a depth of 5 ft.
Trailer Volume:7.5 ft width x 14 ft length x 5 ft depth = 525 ft3
Airflow per Trailer:525 ft3/Trailer x 10.8 cfm/ft3 = 5670 cfm /Trailer*
Total Airflow Required:5670 cfm/Trailer x 4 Trailers = 22,680
* (Because of leakage from the plenum and trailer, the fan must deliver 10.8 cfm/ft3 in order to insure that 10 cfm/ft3 passes through the peanuts.) The fan for your 4-trailer dryer must deliver at least 22,680 cfm against a pressure equal to 1 in. w.c.. The data in Table 3 show that the fan being offered to you will deliver 23,350 cfm against 1 in. w.c. Since 23,350 > 22,680 this fan is adequately sized. Operators are advised to check fan performance as shown in this example, and work with their supplier in order to insure they get the right equipment for their needs.
Purchasing Used Equipment
As previously mentioned, the number of different fan designs makes it impossible to write specifications which can be used to predict the performance of a used dryer. Tables 4 through 7 present test results on 71 production dryers tested in place on growers’ farms in Virginia. When a range of balanced airflow is shown in the tables it indicates that several dryers were tested, whereas a single value indicates that only one dryer with that type fan was tested. These tables give a potential fan buyer some indication of the performance of used equipment. For example, a grower would not want to purchase a 4-trailer dryer with 36 in. diameter fan. A 6-blade, 42 in. or 44 in. fan should give acceptable performance.
By examining the test results in Table 6, it can be determined that a 42 in. or 44 in. fan designed for higher power consumption (higher flow against a given static pressure) can provide acceptable airflow to a 6-trailer dryer. Expect this fan to require a 15 HP or larger motor. A grower considering the purchase of a used 6- trailer dryer with lower power fan (powered with 7.5 or 10 Hp motor) should plan to convert the dryer to a 4-trailer unit. When implementing the conversion to 4-trailer ports, a baffle should be installed if the dryer does not have one. (See the Balancing Airflow section of this Bulletin).
An owner of a 6-trailer dryer who wants to increase the airflow is advised to convert his dryer to a 4-trailer unit and purchase a 2-trailer dryer to replace the lost capacity. This option yields a management benefit in addition to solving the low airflow problem. Having a 4- trailer and 2-trailer dryer gives the grower the option of curing 2, 4, or 6 trailers depending on how the harvest is proceeding. Multi-trailer dryers operate most efficiently when they are completely loaded. In a 6-trailer dryer, the two ports nearest the fan get lower airflow (assuming no baffle), and consequently are the last to dry. Often the operator will shut off the four downstream ports when those trailers are dry. The result is higher than needed airflow through the first two ports during a portion of the cure when additional airflow does not dry the peanuts faster. To finish drying the front two trailers, the energy cost per percentage point of moisture removed is estimated to be twice the average cost to dry the other four trailers.
Larger growers can get good performance from an 8-trailer dryer. Remember that energy is used most efficiently when any multi-trailer dryer has a baffle to balance the airflow, and is operated completely loaded with a trailer on each port. With an 8-trailer dryer, as with the 6-trailer dryer, it is not desirable to shut off the downstream ports in order to finish drying the two trailers nearest the fan. Growers with a single fan 8-trailer dryer can increase airflow by mounting a second fan on top of their existing fan such that the two fans work in parallel. As shown in Table 7, two 6-blade,42 in. or 44 in. diameter fans driven with 7.5 Hp motors provide adequate airflow. Conversion of the 8 trailer dryer to a 6-trailer dryer, and purchase of a 2-trailer dryer to replace the lost capacity, is an alternate choice.
Maintenance and Safety Procedures
Drying equipment uses both electricity and a combustible fuel, usually LP-gas. Precaution is needed when installing, servicing, and operating this equipment in order to avoid loss due to fire or injury.
Dryer Safety
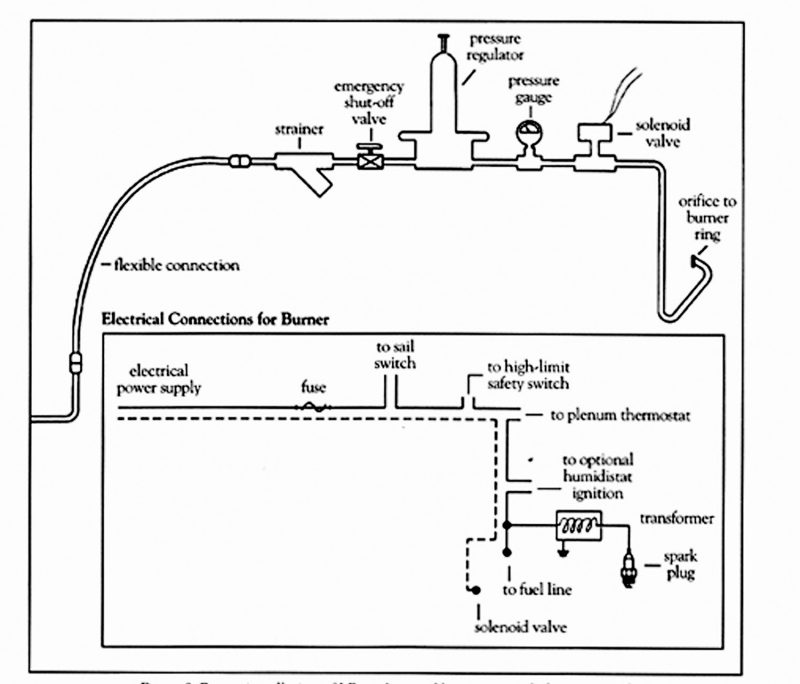
The fuel supplier must install the fuel tanks and supply lines according to codes of the National Fire Protection Association (NFPA). The supply line should include a flexible connection to the dryer, usually reinforced rubber tubing, so that the line will not break or vibrate loose and leak fuel. This tubing should be checked frequently and replaced if blisters appear. In addition, a strainer should be installed to remove impurities from the fuel. These impurities could foul the operation of the fuel controls if not removed. An emergency shut-off valve must be installed at the dryer for safety.
The fuel line to the burner should also have a pressure regulator for flow control, a pressure gage, and a solenoid valve (Figure 8).The solenoid valve connects the electrical controls to the fuel system. Electrical controls should include a sail switch to assure proven airflow before firing the burner, a high-limit safety switch, and a plenum thermostat. These controls are vital to the operator’s safety and should be replaced if they malfunction rather than bypassed with a jumper wire. As a precaution, shut the gas valve at the tank off before shutting off the fan.
Electrical wiring should be done by a qualified electrician according to the National Electrical Code. The controls and junction boxes should be properly grounded to avoid the possibility of electrical shock. Wiring should be of the proper size and type to avoid the possibility of an electrical fire. Check with your power company before purchasing additional equipment to see if your transformer, entrance wiring, and meter are of a sufficient size to handle the increased load.
The inlet screen to the fan is designed to keep leaves and debris from being blown through the burner and into the dryer plenum. To avoid damage to the fan, the screen should be cleaned if any material collects on it. Screens may give way or break under the force exerted to clean them. Be sure to turn the fan off to avoid serious injury to an arm or leg when cleaning leaves or debris from the fan inlet.
Since wood is combustible, dryers which are constructed on-site with wood materials are a safety hazard. Small pieces of debris may be pulled through the fan, catch fire in the burner, and ignite the dryer. As a precaution, line the inside of the dryer with a flame retardant material, such as foil-lined duct insulation or sheet metal.
Dryer Maintenance
Pre-season maintenance should include a general cleaning and check of the heater controls. Leaves and trash should be removed from near the fan inlet to prevent air blockage during operation. Insect webs, animal nests, and other foreign material should be removed from near the electrical controls. Wiring should be inspected and replaced if any insulation is cracked or missing. Electrical junctions should be checked to insure that good contact is being made. Check the sail switch, solenoid valve, and the thermostat to see that they are operating properly.
In addition, the dryer plenum, ducts, and canvasses should be checked for air leaks while the fan is running. Air leaks should be repaired to avoid wasting energy. The burner should be removed and the small flame orifices cleaned with a stiff wire. If not cleaned, the orifices plug, heat output will be less uniform, and the burner will need to be replaced sooner.
After harvest, clean old crop residue from under the drying floors. Paint rusted spots on trailers with a good quality primer paint. This will keep the trailer in good condition and minimize future air leakage. Clean any spilled peanuts from the area to discourage rodents from inhabiting the area. Rodents will not stay if there is no food for them.
Acknowledgements
The author wishes to acknowledge John S. Cundiff and Kevin D. Baker for their contribution to the first version of this fact sheet.
Virginia Cooperative Extension materials are available for public use, reprint, or citation without further permission, provided the use includes credit to the author and to Virginia Cooperative Extension, Virginia Tech, and Virginia State University.
Virginia Cooperative Extension is a partnership of Virginia Tech, Virginia State University, the U.S. Department of Agriculture, and local governments. Its programs and employment are open to all, regardless of age, color, disability, sex (including pregnancy), gender, gender identity, gender expression, national origin, political affiliation, race, religion, sexual orientation, genetic information, military status, or any other basis protected by law
Publication Date
February 28, 2019